Introduction
Yuanda DHL Corner Tube Water biomass boiler is specially designed for biomass fuel. According to the combustion characteristics and component analysis of different fuel, adopting a reasonable feeding method, appropriate furnace and arch design, and targeted soot blowing/ash-cleaning measures.
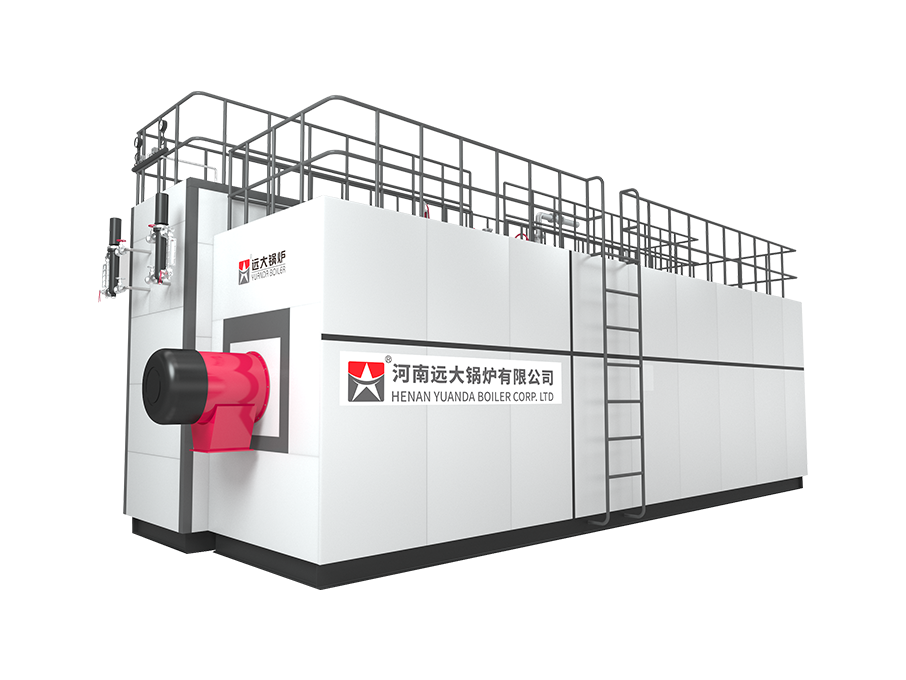
Yuanda DHL DHW Corner Tube Boiler is a compact and efficient boiler that utilizes a pipe system as its skeleton. It features a fully enclosed membrane wall structure, flag tube design for the convective heating surface, and is widely used due to its compact structure and rapid temperature rise. It is a bulk-structured boiler.
Broad Fuel Compatibility
Compatible with biomass pellets, rice husks, wood chips, corn cobs, sawdust etc.
High Combustion Efficiency
Cross-beam chain grate and membrane water-cooled wall ensure thorough fuel combustion
High Degree of Intelligence
Advanced control, automated fuel, ash, slag operations
Customizable Boiler System
Tailored solutions for feed, slag, and gas treatment, saving time and money
Advantages
The four corners of the corner tube hot water boiler are large-diameter thick-walled downcomers, the boiler is consist with downcomers, boiler drum, water-cooled wall, header, flag-shaped heating surface, and reinforcing beam. No steel frame structure,
The drum of the angle tube hot water boiler is external longitudinal arranged or a horizontal arranged, the furnace outlet is arranged at a high position, and the combustion space is relatively sufficient.
Fully enclosed membrane water-cooled walls are used around the furnace and the heating surface channel, the furnace has a large cross-sectional area and large volume.
Adopts unique flag-type heating surface structure technology, a large number of convection heating surface tubes are led out of the film-type water-cooled wall tubes to form a heating surface like a banner.
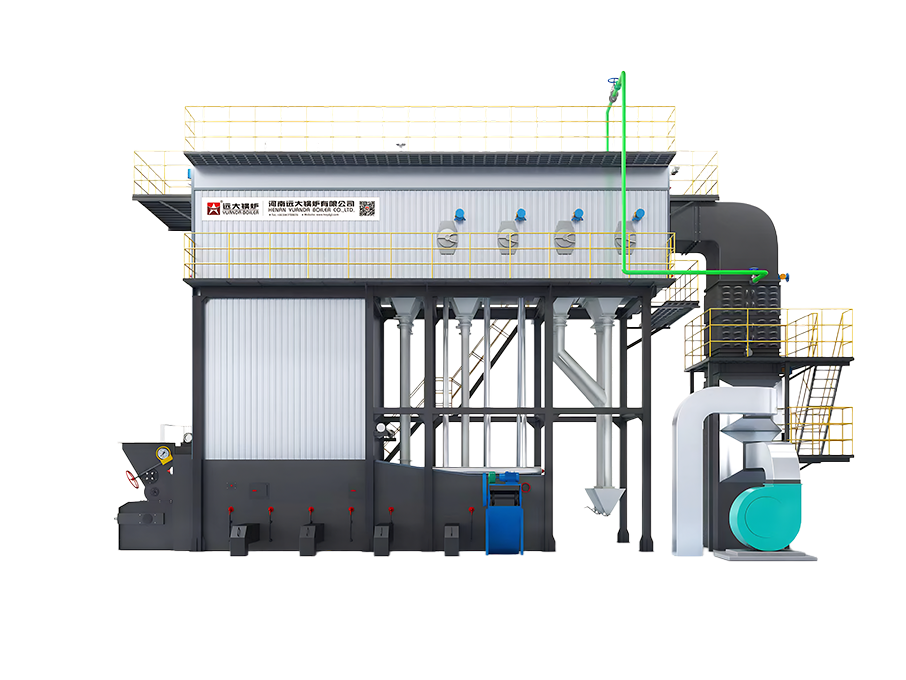
The grate of the corner tube boiler adopts the scale type or beam type grate, which adopts the isobaric structure of the gale bin. Below the grate surface is a large isobaric chamber. Between the isobaric air bunker and the grate face are several group
Could arrange secondary air on the front wall and rear wall of the furnace according to the different fuel types.
Economizer or air preheater is arranged at the rear of the boiler, which can absorb the heat of the flue gas, reduce the flue gas exhaust temperature, save energy, and improve efficiency.
Feature
01
Corner Tube Structure
- The main frame consists of four corner tubes serving as both load-bearing and downcomer pipes.
- The whole boiler body forms a self-supporting structure, requiring no steel frame for installation — easy to assemble on site.
02
Single Drum & Natural Circulation
- Steam-water separation occurs in a single drum, simplifying the system and improving reliability.
- The circulation is natural, ensuring safe and stable operation even under variable load conditions.
03
Membrane Water Wall
- The combustion chamber is surrounded by welded membrane water walls, providing excellent gas-tightness and efficient heat transfer.
- Effectively reduces heat loss and improves boiler thermal efficiency.
04
High-Efficiency Furnace Design
- Equipped with a large furnace volume and optimized air distribution system.
- Ensures complete combustion of bituminous coal, lignite, or biomass fuel (if adapted).
05
Low emission of smoke and dust.
- Economizer and Air Preheater
- Fitted with a tail-end economizer and air preheater to recover waste heat.
- Increases boiler efficiency up to 82–85%, reducing coal consumption.